
- Особливості підвішування профілю перед фарбуванням.
- Для горизонтальної системи
- Для вертикального фарбування
- Нанесення порошкової фарби на поверхню.
- Розпилювач поєднує в собі ряд різних режимів роботи:
- Полімеризація в печі.
- охолодження профілю
- Нормативна документація
- Внесок учасника:
Порошкове фарбування - екологічно чиста безвідходна технологія отримання високоякісних захисних і захисно-декоративних покриттів алюмінієвих профілів. Порошкове фарбування забезпечує утворення удароміцного антикорозійного покриття, яке працює в температурному діапазоні від -60 до + 150С і забезпечує надійну електроізоляцію.
Особливості підвішування профілю перед фарбуванням.
Перед тим, як на профіль нанести фарбу, його підвішують. Для кріплення профілю до траверсі його попередньо просвердлюють або пробивають на штампі отвори діаметром 5 мм на відстані 15 мм від торця профілю. Для простих алюмінієвих профілів отвори необхідно виконувати на лицевій поверхні, для комбінованих профілів отвори просвердлюють в алюмінієвій частині.
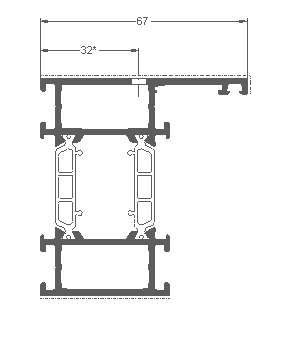
Кріплять профілі до траверсі на спеціальних гачках або алюмінієвим дротом. Залежно від типу фарбувальної лінії присутні свої особливості в орієнтації профілю на системі підвіски. На фарбувальних лініях з горизонтальною системою підвіски комбіновані профілі необхідно підвішувати за алюмінієву, важчу частину, щоб уникнути перекосу комбінованого профілю.
Для горизонтальної системи
підвіски профілі повинні бути підкріплені щоб уникнути надмірного прогину.

Причиною прогину може бути важка вага комбінованих профілів, або їх неоднакове поперечний переріз. Як наслідок після процесу фарбування - наявність прогнутися профілю.
Для вертикального фарбування
При використанні обладнання для вертикального фарбування слід враховувати, щоб комбінований профіль був підвішений за найважчу чашу. Якщо обидві чаші важкі, то кріплення виконувати за кожну чашу комбінованого профілю.

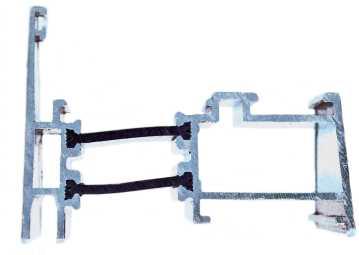
Категорично уникати підвішування комбінованого профілю за термовставки.
Нанесення порошкової фарби на поверхню.
Після підвішування профілі поміщаються в камеру напилення, де на них наноситься порошкове фарба ручним або автоматичним способом.
Основне призначення камери напилення - в уловлюванні порошкових частинок, що не осіли на виробі, утилізації фарби і запобігання її потрапляння в приміщення. Фарбувальна камера оснащується системою фільтрів і вбудованими засобами очищення (наприклад, бункерами, вібросито і т.д.), а також системами відсмоктування.

Камери діляться на порційні і прохідні. Зазвичай в порційних камерах фарбуються малогабаритні вироби, а в прохідних - довгомірні.
Найбільш поширеним способом нанесення порошкових покриттів є електростатичне напилення. Воно являє собою нанесення на заземленное виріб заряджених частинок порошкової фарби за допомогою пневматичного розпилювача (пульверизатора).
Товщина покриття на виході 50-60 мкм.
Розпилювач поєднує в собі ряд різних режимів роботи:
- напруга може поширюватися як вгору, так і вниз;
- швидкість виходу порошку (сила потоку фарби) може регулюватися;
- відстань від виходу розпилювача до деталі може змінюватися.
Розрізняють два різновиди електростатичного розпилення:
- електростатичне напилення з зарядкою часток в поле коронарного заряду, тобто частинки фарби отримують заряд від зовнішнього джерела електроенергії - коронирующего електрода;
- Трібостатіческій напилення, коли частинки фарби отримують заряд в результаті їх тертя об стінки турбіни розпилювача.
Недоліком першого способу є те, що при його використанні можуть виникати труднощі з нанесенням фарби на поверхні з глухими отворами і заглибленнями. Оскільки частки фарби перш осідають на виступаючих ділянках поверхні, вона може бути профарбована нерівномірно. При Трібостатіческій напиленні джерело живлення не потрібно, тому цей метод набагато дешевше. Його застосовують для фарбування деталей, що мають складну форму. До недоліків Трібостатіческій методу можна віднести низький ступінь електризації, яка помітно знижує його продуктивність: в 1,5-2 рази в порівнянні з коронирующим електродом.
Полімеризація в печі.
Після нанесення порошкової фарби виріб проходить етап формування покриття. Він включає оплавлення шару фарби, подальше отримання плівки покриття, його відкидання і охолодження. Процес оплавлення відбувається в спеціальній печі оплавлення і полімеризації.

Оплавлення і полімеризація відбувається при температурі 150-220 ° С протягом 15-25 хвилин, після чого порошкова фарба утворює плівку (полімеризується). Основною вимогою, що пред'являються до камер полімеризації, є підтримка постійної заданої температури (в різних частинах печі допускається розкид температури не менше 5 ° С) для рівномірного прогріву вироби.
При нагріванні в печі вироби з нанесеним шаром порошкової фарби частки фарби розплавляються, переходять в в'язкий стан і зливаються в безперервну плівку, витісняючи при цьому повітря, що знаходився в шарі порошкової фарби. Частина повітря може все ж залишатися в плівці, утворюючи пори, що погіршують якість покриття. При подальшому нагріванні профілю фарба глибоко проникає в поверхню і потім твердіє. На цьому етапі формується покриття з заданими характеристиками структури, зовнішнього вигляду, міцності, захисних властивостей і т.д.
При фарбуванні великих металевих деталей температура їх поверхні піднімається значно повільніше, ніж у тонкостінних виробів, тому покриття не встигає повністю затвердіти, в результаті чого знижується його міцність і адгезія. В цьому випадку деталь попередньо нагрівають або збільшують час відкидання покриття. Необхідно пам'ятати, що для нанесення порошкового покриття на термовставки вирішальну роль також відіграє температура.В цьому випадку температура фарбується конструкції не повинна перевищувати 180 ° C - 200 ° C, а час перебування в печі - приблизно 20 хв.
Перевищення температури і часу призведе до деформації профілю, а також до того, що термовставка втратить свою міцність і, отже, не зможе забезпечити стабільність геометрії комбінованого профілю.
Печі полімеризації діляться на прохідні і порційні, горизонтальні і вертикальні, одно- і багатоходові. Для порційних печей важливим моментом є швидкість підйому температури. Цій вимозі найбільшою мірою відповідають печі з рециркуляцією повітря.
охолодження профілю
Після затвердіння поверхню профілю піддається охолодженню, яке забезпечується за рахунок подовження конвеєрної ланцюга. Також для цієї мети використовуються спеціальні камери охолодження, які можуть бути частиною печі затвердіння. Після охолодження забарвлене виріб готовий для упаковки.
Нормативна документація
ГОСТ 9.031-74. ЕСЗКС. Покриття анодно-окисних напівфабрикатів з алюмінію і його сплавів. Загальні вимоги та методи контролю. ГОСТ 9.301-86. ЕСЗКС. Покриття металеві та неметалеві. Загальні вимоги. ГОСТ 9.302-88. ЕСЗКС. Покриття металеві та неметалеві. Методи контролю. ГОСТ 9.303-84. ЕСЗКС. Покриття металеві та неметалеві неорганічні. Загальні вимоги до вибору. ГОСТ 9.410-88. ЕСЗКС. Покриття порошкові полімерні. Типові технологічні процеси.
Внесок учасника:
Бірюков І.А.