

Рис. Mazda, архив, Ireference, Metabo, Smartshopbuy, Standox, Akzo Nobel, Pro-west, Novol
Современная мода означает, что под равномерным лакокрасочным покрытием всего тела скрываются различные типы подложек.
Современная мода предпочитает равномерное лакокрасочное покрытие, в том числе элементы кузова, выполненные из различных материалов. Технологии ремонта также должны быть адаптированы к этим требованиям.
Объем работ по ремонту цехов покраски также изменился. С одной стороны, долговечность самих лакокрасочных покрытий и покрываемых ими подложек, с другой стороны, и частота незначительных дорожных столкновений, растущих вместе с интенсивностью движения, делают все более важным, чтобы основной спрос клиентов касался так называемых частичный ремонт с малой или средней дальностью. Однако фрагменты покрытых лаком покрытий, заменяемых по ходу, должны быть идентичны оригинальным не только по цвету, но и с учетом технических критериев, начиная с правильной подготовки подложки.
Идентификация материалов корпуса
Каждый тип окрашиваемого пластика требует специальной предварительной обработки с использованием подходящих инструментов и материалов. Разнообразие лаковых основ, представленных в прилагаемой схеме кузова современного автомобиля, является лишь одним из возможных примеров сочетания в них неидентичных элементов. Их точная идентификация необходима в случае малярного ремонта, но в то же время на практике это невозможно без оригинальной заводской документации.
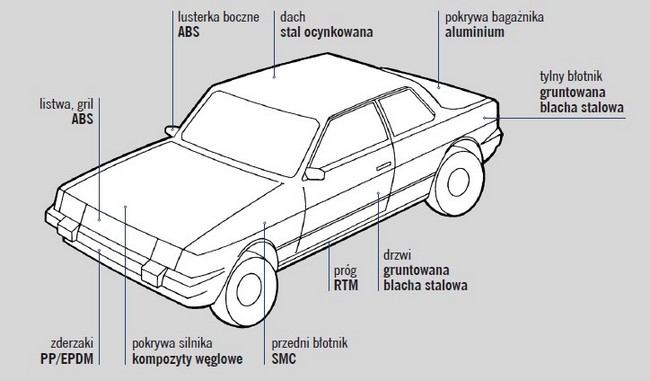
Пример современной материальной структуры кузова автомобиля
Традиционные методы распознавания типов используемых материалов оказываются здесь ненадежными даже в отношении металлических деталей. Например, когда-то популярное исследование присутствия железа с магнитом дает такой же отрицательный результат в случае алюминия, магния и многих типов нержавеющих сталей. С другой стороны, отчетливые ферромагнитные характеристики показаны на листах из углеродистой стали независимо от их антикоррозионной защиты только с помощью грунтовок или покрытий, изготовленных из других металлов, более устойчивых к коррозии, но при этом существуют совершенно другие лакокрасочные материалы.
В случае металлических подложек специальная обработка требует соединения алюминия со стальными крепежными элементами (например, винтами), поскольку при их непосредственном контакте может возникнуть гальваническая коррозия. Чтобы устранить этот вид явлений, культуристы используют специальные изоляционные системы, также необходимые во время ремонта.
Еще более сложными являются пластики, используемые в автомобильной промышленности, поскольку при сходных физических характеристиках они могут иметь очень разные химические свойства. Так, например, материал, помеченный символом: ABS содержит акриловый, бутадиеновый и стирольный компоненты; ПП - полипропилен; EPDM - эластомер (вулканизированный синтетический каучук); RTM и SMC - это армированные стекловолокном ламинаты, а коммерческое название Carbon определяется как композиты из углеродного волокна ...
шлифовальные обрабатывающие
Первой операцией подготовки подложки, на которую следует наносить ремонтную часть покрытия, является тщательная очистка от остатков поврежденных слоев краски, а также продуктов возможной коррозии. При частичном ремонте этот эффект обычно достигается с помощью методов шлифования, которые являются достаточно эффективными для удаления ненужного материала из ремонтируемой области в кратчайшие сроки и в то же время достаточно точными, чтобы не нарушать очень тонкие гальванические слои под ним, не говоря уже о вызвать дополнительные потери в правильной подложке.

Подготовка подложки к частичному ремонту включает в себя различные виды шлифовки
Большинство описанных здесь инструментов можно использовать и на дальнейших этапах работы, вплоть до отделки новых фрагментов покрытия. К ним относятся в основном различные типы шлифовальных машин. Для грубой предварительной обработки (черновой) ленточные шлифмашины с различной рабочей шириной абразивной ленты лучше всего подходят: большие, для работы на больших поверхностях и очень узкие, для шлифования труднодоступных мест.
Вибрационные шлифовальные машины, в которых прямоугольная пластина с натянутой на нее наждачной бумагой движется быстрым возвратно-поступательным движением, используются с повреждениями среднего размера, расположенными в местах, удаленных от краев конструктивных элементов корпуса. В крайних положениях пластины ее движение замедляется до полной остановки, а затем постепенно ускоряется, поэтому эффективность и качество обработки становятся недостаточными.
Этими недостатками не обладают эксцентриковые шлифовальные машины, поскольку их круглые диски вращаются и вибрируют одновременно в радиальном направлении, что обеспечивает равномерное шлифование всей обрабатываемой поверхности. Поэтому этот тип инструмента используется для более точной работы. Существуют также миниатюрные разновидности эксцентриковых шлифовальных машин, специально разработанные для быстрого выполнения небольших малярных ремонтов.
Механизированные шлифовальные инструменты изготавливаются с электрическим или пневматическим приводом. Оба рекомендуется использовать внешние системы пылеудаления. Первый, несомненно, дешевле, но второй позволяет облегчить конструкцию и повысить удобство аналоговых устройств, и, кроме того, все малярные мастерские уже оснащены установками для сжатого воздуха.
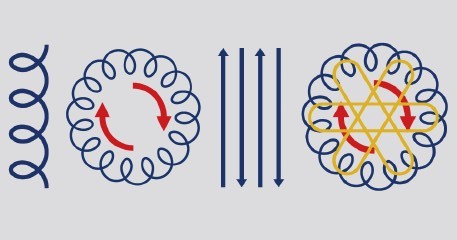
Схема движения материала при шлифовании (слева): колебательная, вращательно-вибрационная, ручная и эксцентриковая
Пневматические или электрические также могут поставляться на вращающиеся прямые шлифовальные машины, используемые в окрасочных цехах, в основном для приведения в движение проволочных щеток, которые удаляют ржавчину со стальных поверхностей. Альтернативным способом является пескоструйная обработка, то есть удаление ржавчины из-за эрозионного воздействия потоком сильно надувных зерен песка или корунда.
При использовании всех перечисленных здесь механических устройств необходимо использовать защитные перчатки, маски для защиты дыхательных путей и специальные очки.
В практике покраски механизированное шлифовальное оборудование очень полезно, но в некоторых особых обстоятельствах (например, при обработке кромок элементов) его необходимо заменить традиционными шлифовальными блоками для ручного шлифования наждачной бумагой. Новые версии этих простых инструментов оснащены системами пылеудаления, взаимодействующими с внешними источниками вакуума.
Абразивные материалы
Для малярных работ почти исключительно так называемые заливаемые абразивные материалы, в которых слой зерен корунда или карборунда приклеен к бумажному, холстовому, нетканому или губчатому носителю. Форма этих держателей приспособлена для взаимодействия с пластиной или валками конкретного приводного инструмента. Шлифовальные материалы и связующие клеи используются в мокрой шлифовальной бумаге для мокрого шлифования.
Эти материалы выбираются для конкретных задач с точки зрения размера абразивных зерен и плотности их распределения на поверхности носителя. Эта функция полностью стандартизирована и выражена системой маркировки кода, напечатанной на ее оборотной стороне. Число, которому предшествует буква P, тем больше, зерна более мелкие и более плотно распределены.
Таким образом, материалы низкого порядка используются для черновой обработки, наиболее эффективной, но оставляющей поверхность с наименее гладкой сеткой относительно глубокими царапинами. Самые высокие числа обеспечивают максимальную гладкость при минимальной эффективности. Таким образом, желаемая гладкость достигается путем многократного измельчения одних и тех же мест с материалами с более высокой и более высокой степенью зернистости, например, в следующем порядке: 80, 150, 240, 320, 500.
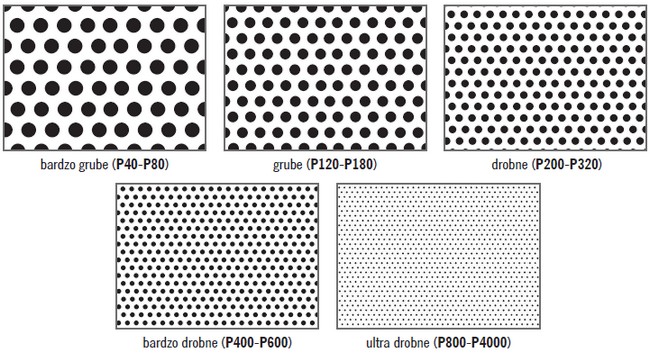
Классификация абразивных материалов по размеру и распределению абразивных зерен
Размер зерна 40-80 является оптимальным для удаления старых лакокрасочных покрытий или шлифования металла для повышения адгезии грунтовочного слоя. Для шлифования пятен, выровненных по замазке, требуется 120-240 зерен, покрытых наполнителем: сначала 320, затем 400-600 и матирующие старые покрытия под дополнительным слоем лака 800-1000 (с так называемой штриховкой до 2000-4000).

Порядок, в котором используются шлифовальные материалы
Защита от коррозии
При ремонте краски для защиты очищенной металлической подложки от коррозии на подложку наносятся подходящие материалы подложки. Наилучшие эффекты в этом отношении дают реакционноспособные грунтовки, содержащие фосфорную кислоту или ее соли, которые, не подвергая ржавчине, дополнительно повышают их адгезию к субстрату. У некоторых мастеров может возникнуть соблазн сгладить чистый лист замазкой, а затем покрыть подложкой. Реактивные шпалы образуют слои очень малой толщины, поэтому для лучшей адгезии последующих слоев покрытия рекомендуется дополнительное покрытие другим типом грунтовки (обычно акриловой или эпоксидной).
Новые пластиковые компоненты
С точки зрения владельца транспортного средства, замена поврежденных пластиковых деталей сегодня обычно более выгодна, чем их ремонт, хотя зачастую это технически осуществимо. Исключением здесь являются только случаи незначительных дефектов или царапин. Однако профессиональная подготовка таких новых элементов к покраске довольно проблематична для малярного цеха.
Во время их производства используются различные антиадгезионные агенты для предотвращения прилипания пластика к формам. Эти средства затем остаются постоянно на поверхности готовых изделий, а в некоторых технологиях также во внутренней структуре формованной массы. Таким образом, они затрудняют окраску, изолируя подложку от нанесенного на нее покрытия, которое после отверждения начинает отщепляться, поскольку оно было нанесено не на подложку, а на тонкий слой антиадгезионного агента. Поэтому на подготовительном этапе работ такие меры должны быть полностью отменены.
В этом случае продукты, содержащие антиадгезивы в своем внутреннем составе, необходимо нагревать их в течение длительного времени, чтобы нежелательные препараты выходили на наружную поверхность. Затем их необходимо интенсивно чистить многократно, используя специальную бумагу и ополаскивая (также несколько раз) свежей щеткой с кисточкой. Вы также можете использовать устройство для мойки под давлением.
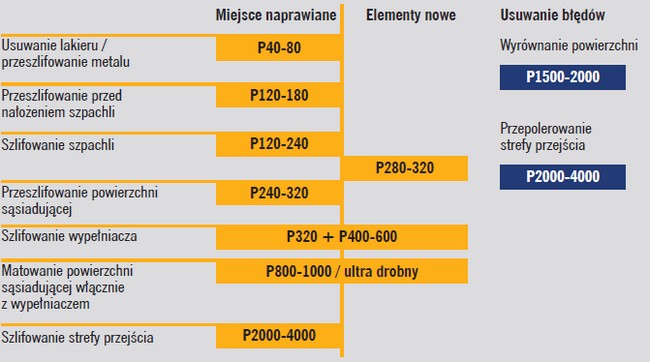
Применение абразивных материалов в лакировочных работах.
Загрязненные элементы только на поверхности очищаются аналогично, но без отжига. После очистки можно начинать грунтовку с помощью средств, предоставленных производителем для данного типа материала. В случае пластиковых деталей корпуса, которые поставляются с завода уже в лакированном или грунтованном состоянии, можно начинать наносить лаковое покрытие подходящего цвета, всегда применяя инструкции производителя. Иногда эти инструкции относятся не только к способу очистки уже загрунтованной поверхности, но и к их повторному нагреву для испарения остатков разделительных средств и чистящих средств, ранее поглощенных материалом.
Самая распространенная ошибка при окраске пластмасс - использование неподходящего, особенно слишком агрессивного, очистителя. Некоторые пластики (например, популярные ABS) очень чувствительны к этому. Еще одна угроза новому покрытию - недостаточная сушка насыщенного растворителем пластикового субстрата. Они испаряются позже во время высыхания лака, вызывая его расслаивание или перфорацию.
 Пластиковые компоненты, ч
Пластиковые компоненты, ч
В случае повреждения исходного покрытия на пластиковой подложке мы обычно рекомендуем другие технологии ремонта, чтобы получить оптимальный эффект от обслуживания. Мы в значительной степени компенсируем это неудобство, предоставляя клиентам простые и надежные лакокрасочные материалы.
Если, например, мы имеем дело с стиранием всех слоев покрытия и потерей грунта на бампере, окрашенном в цвет всего корпуса, мы начинаем работу с тщательной мойки и сушки отремонтированной зоны. Следующим шагом является его обезжиривание и шлифование бумагой P220 - до тех пор, пока не будет раскрыта структура полного слоя покрытия. Затем необходимо обезжирить и выровнять поверхность специальной шпаклевкой под названием Polysoft Plastic. После высыхания шпаклевка должна быть отшлифована бумагой P220, после чего края дополнительно сглаживаются с использованием бумаги P320 и P400. Поверхность земли снова обезжиривается, и мы маскируем зоны, прилегающие к ней, фольгой и красящей лентой.
Нанесите 2K Plastic Primer, двухкомпонентный грунт для пластмасс или Sikkens 1K All Plastics Primer, однокомпонентный грунт, подходящий для большинства пластмасс. Это бесцветный материал, готовый к употреблению и быстро высыхающий. Выпускается в банках емкостью 1 л и в форме аэрозоля для мелкого ремонта. Обе основы обеспечивают адекватную адгезию пластичных слоев лака. Они могут быть покрыты мокрым по мокрому покрытию и другими средствами для подготовки поверхности по технологии Sikkens. В некоторых случаях для заливки грунтов следует использовать пластифицирующую добавку.
Кроме того, универсальная грунтовка Sikkens Colorbuild Plus с пластмассами CBPlus Plastic Additive также очень подходит для ремонта пластмасс.
 Я вижу некоторые вещи по-другому
Я вижу некоторые вещи по-другому
Я не совсем согласен с некоторыми положениями редакционной статьи о подготовке подложек. Действительно, в случае сильно корродированных или поврежденных элементов наиболее популярным решением являются вращающиеся прямые шлифовальные машины, используемые в малярных мастерских в основном для чистки, но не только проволочных, но и нейлоновых щеток. Они удаляются ржавчиной, жиром и другими примесями со стальной поверхности. Метод шлифования применяется скорее на промышленных предприятиях.
Для интенсивной предварительной обработки лучше всего подходят роторно-эксцентриковые шлифовальные машины. Они доступны с различной рабочей шириной шлифовальных кругов: большие, обычно 150 мм в диаметре, для работы на больших поверхностях и очень узкие, например, 90 мм, для шлифования труднодоступных мест и для быстрого ремонта небольших покрасочных работ.
По сравнению с электрическим и пневматическим приводом инструментов необходимо учитывать тот факт, что большинство малярных цехов уже оснащены эффективными системами сжатого воздуха. Кроме того, независимо от типа источника питания для шлифовальных машин, рекомендуется использовать внешние системы пылеудаления для обеих систем, поскольку чистота на рабочем месте исключает дополнительные работы, связанные с удалением включений краски.
Я не рекомендую мокрое измельчение, так как растущий технологический прогресс позволяет ограничить использование воды в процессах измельчения. Благодаря этому исключаются дополнительные действия, например, уборка, сушка и вероятность возникновения ржавчины.
Есть и другие рекомендации, касающиеся зернистости абразивов. Те, кто ниже 80, обычно не используются в отделке автомобиля. С другой стороны, утверждение, что для шлифования мест, выровненных по шпаклевке, требуются материалы с зернистостью P120-240 и покрытые наполнителем - P320-400, я бы добавил, что даже к P500 в случае водных металлических лаков. После покраски вкрапления и пятна краски удаляются гранулами P1500-2000 или специальными скребковыми циклонами. Матируя перед полировкой, мы производим материалы на губчатых носителях Р2000-4000.
Грунтование пластиковых подложек можно проводить только с помощью средств, предназначенных для пластмасс. При ремонте пластикового бампера мы рекомендуем использовать специальный адгезионный грунт для 1К-пластика, нанесенного тонкими слоями (макс. 5 мкм), например, Mipa 1K Kunststoffprimer, или 2К-грунт с лучшими заполняющими свойствами, например, Mipa 2K Plastic Grundierfiller. Для более крупного заполнения слой грунтовки 1K в идеале должен быть покрыт акриловым наполнителем 2K. Для повышения эластичности слоя лака используются специальные эластичные добавки, например Mipa 2K Elastic, как для грунтовки, так и для лаков.
В случае ремонта алюминиевой маски и крыла из стали без покрытия, после подготовки поверхности основание должно быть грунтовано 1K или 2K реактивным грунтом или 2K эпоксидным грунтом, затем используйте 2K акриловый наполнитель, например, Mipa 4 + 1 Acrylfiller HS. Если вам нужно использовать полиэфирную замазку, помните, что вы не комбинируете их непосредственно с реактивными грунтовками и не наносите их на термопластичные подложки.
В случае шпатлевки: хотя на практике переработчики используют ее очень часто непосредственно на листовом металле, оптимальным решением, особенно в случае цветных подложек (оцинкованных, алюминиевых), является грунтование подложки. Предварительные действия также важны, то есть точное удаление старого лакокрасочного покрытия и грунтовки.
Большинство ошибок, допущенных варнишерами, можно упомянуть много. К ним относятся: неточное измельчение / потускнение подложки, выбор и использование неправильного гранулирования наждачной бумаги, неточное обезжиривание подложки.
Обычной практикой является смешивание продуктов от разных поставщиков. В отдельных слоях лакового покрытия присутствуют химически несовместимые продукты, что приводит к проблемам с адгезией, совместимостью оттенка или, например, к вылету прозрачного лака с базового слоя.

 Наши рекомендации
Наши рекомендации
В случае нового бампера из пластика (кроме ПЭ и ПТФЭ) рекомендуется следующая процедура подготовки: промывание элемента теплой водой с моющим средством; обезжиривание с помощью специального средства для удаления силикона, предпочтительно в антистатическом варианте; нагревание при 50oC в течение 20 минут для удаления разделительных агентов из верхнего слоя бампера; обезжиривание антистатической смывкой.
Поскольку пластиковые бамперы в основном заполнены стекловолокном для увеличения прочности, что приводит к удалению волокон на поверхности при обработке наждачной бумаги, рекомендуется механически обрабатывать поверхность абразивным нетканым матом с матирующей пастой.
Следующие шаги - повторное обезжиривание антистатическим средством для удаления и использование средства для повышения клейкости (обязательно для PP и EPDM, рекомендуется для других пластиков).
Мы не наносим шпаклевку непосредственно на грунтовку, повышая адгезию (при необходимости мы должны наносить акриловую грунтовку перед шпаклевкой). В зависимости от требований мы наносим следующие слои: акриловая грунтовка и система окраски или непосредственно на грунтовку, повышая адгезию акриловой эмали или базовой краски, а затем наносим лак.
В случае алюминиевых элементов существует необходимость в удалении оксидных слоев (образующихся в результате окисления) с их поверхности, что приводит к ослаблению адгезии лаковых слоев. Рекомендуемая процедура приготовления: обезжиривание с помощью средства для удаления силикона; сухая машинная обработка с использованием бумаги сорта P240 (края и выемки должны быть тщательно покрыты абразивной тканью); снова обезжиривание с помощью средства для удаления силикона.
В технологии гарантии мы можем использовать два альтернативных метода для идеальной адгезии и дополнительной антикоррозионной защиты: нанесение слоя эпоксидной грунтовки или нанесение слоя реактивной грунтовки, а затем акриловой грунтовки.
Следующим шагом является выравнивание любых дефектов с помощью полиэфирной шпатлевки, сушка и полировка машинной шпаклевки насухо с использованием бумаги для предварительной калибровки P120 и P220-P240. Затем необходимо тщательно сдуть пыль от шлифовальных царапин и обезжирить с помощью силиконового средства для удаления.
В гарантийной технологии обязательно наносить тонкий слой эпоксидной грунтовки в местах нанесения шпаклевки (отличная изоляция - защита от морщин, шпатлевка).
Затем, чтобы выровнять поверхность, нанесите заливочный грунт, который после высыхания механически отшлифуйте до сухого состояния P280-P320 и обработайте P400 и P500 и снова обезжирьте с помощью средства для удаления силикона перед нанесением декоративного слоя (основы или акриловой эмали) и лака. бесцветный (только для базовой системы).
В случае стальных деталей без покрытия очень важно обеспечить адекватный уровень защиты от коррозии (мы рекомендуем использовать эпоксидную грунтовку или химически активную грунтовку в сочетании с акриловой грунтовкой). Рекомендуемая процедура подготовки в основном ничем не отличается от технологии, используемой для алюминиевых элементов, однако для подготовки подложки мы используем бумагу сорта P180 - сухая обработка (края и уголки должны быть тщательно склеены абразивным нетканым материалом).
Заполнение перед заливкой, безусловно, недопустимо с гарантийными технологиями. Фундаментный слой должен обеспечивать антикоррозионные свойства, которые в процессе производства получают в результате фосфата цинка и катафореза. На практике это может быть иным, то есть при большинстве (более 90%) ремонтов шпаклевка наносится непосредственно на голый металл. С точки зрения адгезии, хорошая шпатлевка не имеет с этим проблем, хуже с защитой от коррозии, потому что в ее составе нет антикоррозионных присадок. Большинство маляров, работающих по методике «завтрашняя фондовая биржа» или «гарантия ворот» по экономическим причинам (рабочее время и стоимость подложки), пропускают сцену, хотя это часто случается на хороших площадках из-за «нехватки времени».
Хотите отказаться от мокрого помола? С нынешним развитием технологии окраски можно полностью отказаться от мокрого шлифования. Конечно, вы никогда не должны смачивать влажные полиэфирные и аэрозольные шпаклевки из-за их высокой гигроскопичности (водопоглощающей способности). Конечно, метод мокрого шлифования не может быть рекомендован для цехов с высокой производительностью из-за длительного процесса сушки. Мокрое шлифование, однако, является подходящей техникой для устранения небольших дефектов уже отвержденного покрытия.
Наиболее распространенные ошибки, допущенные лакировщиками при подготовке поверхности: использование бумаги со слишком высокой градацией и неправильной оценкой. Например, рафинировщик заканчивает обработку полиэфирной замазки и поверхности вокруг замазки бумагой P120-P150 и пытается заливать полученные слои толстыми слоями грунтовки или вначале делает глубокие царапины бумагой P120, а затем пытается сгладить ее бумагой, например, P320. Шаг градации не может быть больше чем на 100, то есть бумага P220 должна быть на бумаге градации P120.
Другая ошибка, возникающая при нанесении грунтовочных слоев, вызывает так называемые сидячие продукты (особенно основы). Плохая подготовка поверхности и попытка «замаскировать» 5-6 толстых слоев грунтовочного наполнителя, дополнительно разбавленного «универсальным разбавителем», подходящим для всего, то есть нитро, обычно заканчиваются таким же образом. Разбавитель, застрявший в грунтовке (слишком короткое испарение между слоями, быстрое нитро, высыхание с воздухом из пистолета), рано или поздно он попытается освободиться, и эффект будет просто «сидеть».
Распространенной ошибкой также является плохая подготовка грунтовки под декоративный слой или «мокрое по мокрому» основании и трещины, видимые после нанесения. Стоит знать, что обработка поверхности в среднем оставляет царапины вдвое выше механической обработки, а если она обрабатывается мокрым способом, трещина становится еще больше. Следует помнить, что слои лака способны покрывать трещину определенного размера. Например, грунтовка «мокрый по мокрому» способна покрыть царапину толщиной 5–5,5 микрона, полученную при шлифовании станком P320, а базовая краска способна покрыть царапину толщиной 4–5 мкм, полученную при машинном шлифовании песком бумагой P400. -P500.
Хотите отказаться от мокрого помола?